 |
8 Zoll f/6 Parabolspiegel |
 |
|
8 Zoll f/6 Parabolspiegel |
|
Letztes Update: 13.10.04
30.05.04 - 13.06.04: Politur
Über mehrere Arbeitstage wurden insgesamt 7 Stunden
Polierarbeit
am Spiegel verrichtet. Die Politur läuft stets nach dem gleichen
Schema
ab:
- Anpassen des Tools an den Spiegel. Das kann durch mehrstündiges
Kaltpressen oder schneller mit Warmpressen erfolgen. Meine bevorzugte
Methode
besteht im Auflegen des im Wasserbad erwärmten Spiegels auf das
Tool.
- Politur mit w-förmigen Strichen der Länge 1/3, dazwischen
auch unregelmäßige Striche. Nach jeweils ca. 20 Minuten habe
ich
unterbrochen, Tool und Spiegel abgespült, und neues Poliermittel
aufgepinselt.
- Prüfen der Oberfläche auf Glätte. Die Anzahl der
verbleibenden
Mikropits nimmt zunächst recht schnell, später dann deutlich
langsamer ab. Die Mikropits erkennt man mit einer Lupe im Gegenlicht.
Sie
streuen auch einen auftreffenden Laserstrahl, d.h. die Eintrittsstelle
leuchtet mehr oder weniger stark.
- Mit zunehmender Polierzeit zeigt die Foucault-Messung eine zunehmend
strukturlose Fläche, die Unebenheiten werden also immer kleiner
und
die Annäherung an eine Sphäre damit besser.
- Die Pechhaut muss gelegentlich nachgearbeitet werden. Durch das
Pressen
verschwinden die Rillen immer mehr. Wenn die Zwischenräume
ausgefüllt
sind können sich die Pechfacetten nicht mehr seitlich ausdehnen,
dann
funktioniert die Anpassung an den Spiegel nicht mehr. Deshalb
müssen
die Rillen gelegentlich neu eingepresst werden.
Nach 7 Stunden Polierzeit erkenne ich den Laser-Reflex noch nicht
mal
mehr im Dunkeln. Die Suche nach Mikropits mit der Lupe ist langwierig,
da die ständig neu erscheinenden winzigen Staubteilchen kaum von
Pits
zu unterscheiden sind. Ich beschließe dass der Spiegel auspoliert
ist.
19. & 20.06.04: Beginn Parabolisierung
Durch Feinschliff und Politur ist eine sphärische Oberfläche entstanden, die im nächsten Schritt zu einem Rotationsparaboloiden deformiert werden muss. Dabei sind lediglich Oberflächenanpassungen von der Größenordnung einer Wellenlänge, also ca. 0,5µm erforderlich. Die Parabolisierung erfolgt mit einem abgewandelten Polierstrich, der die Mitte des Spiegels stärker bearbeitet als den Rand, da die Parabel eine tiefere Mitte hat.
Es ist unbedingt erforderlich den Fortschritt der Arbeit ständig mit dem Foucault-Tester zu kontrollieren, da bei der Parabolisierung viele Einflüsse mitspielen. Die Spiegelform wird zonenweise von innen nach außen gemessen, wobei für jede ringförmige Zone die Schneidenposition ermittelt wird. Für eine ideale Parabel ergeben sich bestimmte Schnittweiten der einzelnen Zonen, die im Laufe der Parabolisierung zu erreichen sind. Man muss sich schrittweise an die gewünschte Form herantasten. Dabei bilden sich in der Regel verschiedene Fehler aus, die mit einer jeweils passenden Methode bekämpft werden können. Das Ganze klappt meist nicht ohne Rückschläge, und kann zum Geduldsspiel werden.
Bei der Zonenmessung wird eine Couder-Maske vor dem Spiegel
verwendet,
die paarweise Öffnungen links und rechts im gleichen Abstand von
der
Spiegelmitte freigibt. Die Messerschneide ist jeweils so einzustellen,
dass die beiden zusammengehörenden Öffnungen beim
Hineinneigen
der Schneide in den Strahl gleichmäßig abdunkeln. An dieser
Schneidenposition
liegt dann der Krümmungsradius der betreffenden Zone.

Der Spiegel mit Couder-Maske (5 Zonen)
Mit Hilfe eines Programms kann aus den Messwerten der Zonen das Höhenprofil des Spiegels ermittelt werden. Man sieht welche Abweichungen in den einzelnen Zonen zur Parabelform bestehen, und geht diese mit verschiedenen Techniken gezielt an, z.B. durch geänderte Strichführung, lokalem Druck, oder einer modifizierten Pechhaut.
Innerhalb weniger Minuten ergeben sich mitunter völlig andere Oberflächenformen, wobei wir hier von Materialabtragungen im Bereich einiger zehn Nanometer reden. Das Ziel ist natürlich eine möglichst gute Annäherung an die Parabelform, um einen "perfekten" Spiegel herzustellen. Auf jeden Fall sollten die verbleibenden Fehler unterhalb der Rayleigh-Grenze liegen, also die Wellenfront um weniger als 1/4 Wellenlänge ungleichmäßig sein. Dafür dürfen die größten Abweichungen auf der Spiegeloberfläche maximal ca. 60nm betragen.
Beim ersten Parabolisierversuch hatte ich Probleme bei der Messung der inneren Couder-Zone, wodurch ich über das Ziel der Parabel hinausgeschossen bin. Es entstand eine stärker gekrümmte Kurve (Hyperbel). Zur Beschreibung der Krümmung relativ zur Sphäre wird die konische Konstante k verwendet, wobei gilt: Sphäre = 0, Parabel = -1. Eine Konstante zwischen 0 und -1 beschreibt einen unterkorrigierten Parabolspiegel, ist die Krümmung stärker als -1 ist der Spiegel überkorrigiert.
Der Spiegel hatte zu diesem Zeitpunkt eine Krümmung mit k =
-1,15,
er war also überkorrigiert. Hier die Darstellung der Abweichung
von
der Parabelform (Software FigureXP).
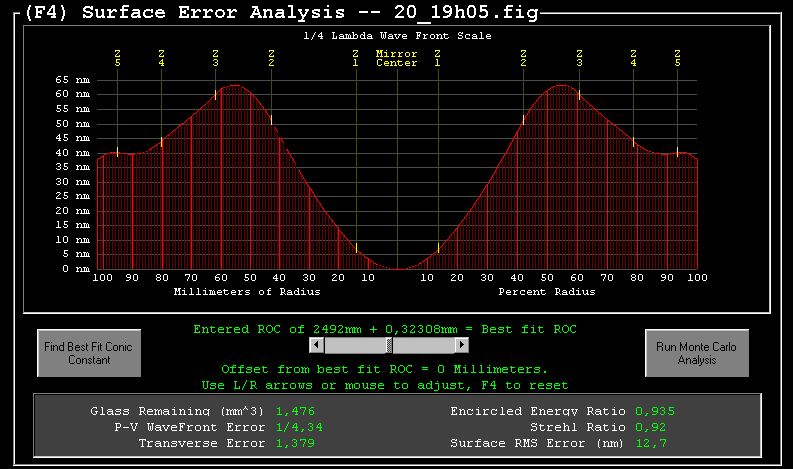
Die Markierungen Z1 - Z5 stellen die gemessenen Schnittweiten der 5 Zonen der Couder-Maske dar. Die Schnittweite ist ein Maß für die Flächenkrümmung der Zone, durch numerische Integration ermittelt das Programm das Flächenprofil. Es gibt einen wichtigen Freiheitsgrad für die Parabolisierung: der Krümmungsmittelpunkt (ROC) kann frei verschoben werden, um die Stelle zu finden an der der Spiegel die kleinsten Formabweichungen von einer Parabel zeigt. Im Beispiel wurde der ROC um 0,32mm verschoben.
Man erkennt in der Darstellung dass der Rand 40nm höher ist als das auf die Mitte bezogene Idealprofil, und bei 55% des Radius eine Überhöhung von 65nm vorliegt. Man kann aber auch sagen: die Mitte ist 40nm zu tief. Den Bezugspunkt kann man so wählen wie es für die nachfolgende Korrektur günstig ist. Natürlich kann man dabei nur Material abtragen, also die Überhöhungen bekämpfen.
Die vom Spiegel reflektierte Wellenfront hat im Beispiel eine
Inhomogenität
von 1/4,34 Lambda, der Zerstreuungskreisdurchmesser ist 1,38x so
groß
wie das Beugungsscheibchen. Letzteres bedeutet dass die
Abbildungsqualität
noch durch die geometrisch-optischen Auswirkungen des Formfehlers
begrenzt
wird, und nicht wie gewünscht nur von der wellenoptisch bedingten
Beugung.
26. & 27.06.04: Fortsetzung der Parabolisierung
Zur weiteren Verbesserung der Fläche habe ich verschiedene Retuschiermethoden angewendet, deren Auswirkung aber teilweise sehr überraschend war. Ich landete nach einigen Arbeitsstunden schließlich wieder bei einer schwächeren Krümmung mit k=-0,70, und versuchte von dort aus nochmal den gewünschten Wert von -1 zu erreichen. Das Retuschieren der Kurve ist recht zeitaufwendig, wobei der kleinste Teil auf die tatsächliche Arbeit am Spiegel entfällt. Der größte Anteil sind die ständigen Messungen, Auswertungen, Wartezeiten zum Temperaturausgleich des Spiegels und die Zeiten zum Nachdenken was da gerade passiert ist, und welcher Schritt jetzt wohl der Richtige ist.
Erschwert wurde die Arbeit durch einen systematischen Fehler in
meinem
Foucault-Tester. Die Messungen waren nach erneutem Ausrichten des
Spiegels
nicht hinreichend reproduzierbar, und täuschten eine astigmatisch
verformte Fläche vor. Dadurch war mitunter kein sinnvoller
Zusammenhang
zwischen erfolgter Korrekturmaßahme und dem nachfolgenden
Messergebnis
zu sehen. Offenbar ist die Ausrichtung von Spiegel, Messerschneide und
Kamera nicht exakt genug bzw. nicht hinreichend konstant.
03.07.04: Fehlersuche am Foucault-Tester
Eine exaktere Justage der Komponenten des Foucault-Tests, insbesondere der Kamera, brachte zwar eine Verbesserung aber keinen entscheidenden Erfolg. Um sicher auszuschließen dass doch ein Astigmatismus im Spiegel vorliegt führte ich folgenden Test durch:
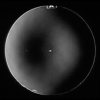
Eine kleine Stahlkugel wird anstelle der Messerschneide montiert und von einer Taschenlampe aus etwa 1m Entfernung beleuchtet. Die Krümmung der Kugel lässt die Lichtquelle stark verkleinert erscheinen, diese kann somit als Punktlichtquelle verwendet werden. Das vom Spiegel reflektierte Bild der beleuchteten Kugel wird mit einem hochvergrößernden Okular betrachtet.
Bei einer Optik mit Astigmatismus würde die beobachtete
Beugungsfigur
elliptisch erscheinen, wobei sich die Ellipse vor bzw. hinter dem
Krümmungsmittelpunkt
um 90° dreht. Beim Test zeigte sich jedoch ein rundes Scheibchen,
ohne
Anzeichen einer elliptischen Verformung. Damit kann sicher gesagt
werden
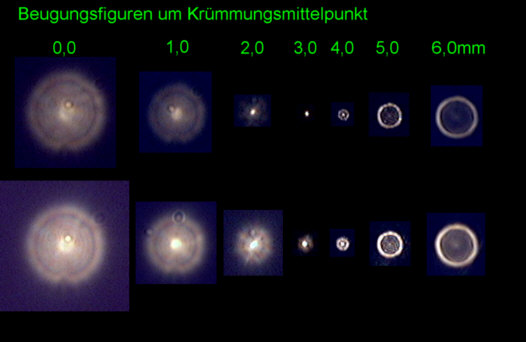
dass der Spiegel keinen Astigmatismusfehler hat. Folgendes Foto zeigt
die
Beugungsfigur für einige Positionen um den
Krümmungsmittelpunkt.
Die Abbildung leidet durch starke sphärische Aberration, da der
jetzt
nahezu parabelförmige Spiegel im Gegensatz zum sphärischen
Spiegel
keine fehlerfreie Abbildung einer Punktlichtquelle im
Krümmungsmittelpunkt
liefert (sondern im Brennpunkt, für parallel einfallende
Lichtstrahlen).
Im Foucault-Testaufbau muss also ein Fehler stecken, der reproduzierbare Messungen nach Neuausrichten der Anordnung verhindert. Ein Versuch mit einem 6x30 Sucherfernrohr anstelle der Kamera verlief sehr vielversprechend. Dabei schaut man in den Tester und bewertet die verschieden hellen Zonen der Coudermaske mit bloßem Auge. Der visuelle Kontrast ist jedoch deutlich kleiner als beim Kamerabild, was die Streuung der Messwerte wesentlich vergrößert. Trotzdem ergeben sich reproduzierbare Werte, die nach Mittelung über 4 Messreihen ausreichend stabil sind.
Nach dieser Messmethode liegt die Spiegelform zur Zeit bei 93% der
angestrebten
Parabel.
04.07.04: Die Schlussretusche
Eine leichte Retusche sollte die Form noch etwas näher an k = -1 bringen, ohne jedoch diesen Wert zu überschreiten. Ein überkorrigierter Spiegel hat eine schlechtere Abbildungsqualität als ein leicht unterkorrigierter Spiegel.
2 Minuten 15 Sekunden Parabolisierstriche, das sollte reichen.
Nach einer Wartezeit von 30 Minuten, damit sich der Spiegel an die
etwas
niedrigere Temperatur des Messraums anpassen konnte, machte ich 4
Messreihen.
Eine Messreihe besteht aus 4 Zonenmesswerten (die Schnittweite der
mittleren
erste Zone war in keinem Fall von der benachbarten zweiten Zone zu
unterscheiden).
Die 4 Messreihen wurden mit Figure XP gemittelt und ausgewertet.
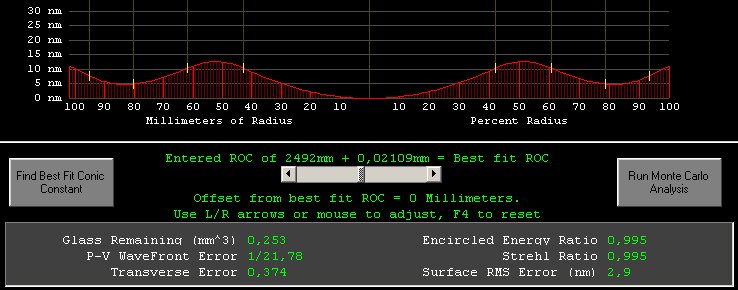
Das Ergebnis: nahezu ein Volltreffer! Konische Konstante -0.98,
optimal.
Auch die maximale Kurvenabweichung, ausgedrückt durch den
Wavefront-Error
ist mit Lambda/21 weitaus kleiner als es für eine gute Optik
zulässig
wäre.
Die verbleibenden Formfehler der Spiegelfläche liegen bei 10nm.
Der Strehl-Wert, als Maß für die Energiekonzentration im
Zentrum der Beugungsfigur, erreicht mit 0,995 fast den theoretischen
Maximalwert
von 1. Diese Messwerte sind jedoch nicht mit interferometrisch
ermittelten Werten vergleichbar, da sie lediglich aus der
Krümmungsmessung an wenigen Punkten der ansonsten als ideal
angenommenen Oberfläche resultieren.
10.07.04: Zu früh
gefreut....?

Eine erste Mondbeobachtung verlief auch sehr beeindruckend. Nach
diesem positiven Test gab es keinen Zweifel mehr dass der Spiegel
unverzüglich seine reflektierende Schicht bekommen musste.
11. - 23.08.04: Verspiegelung
Durch Aufdampfen einer Aluminium-Schicht von ca. 100nm Stärke
erhöht sich das Reflexionsvermögen der Oberfläche
auf etwa 88-90%. Darüber wird eine sehr dünne transparente
SiO2-Schutzschicht
aufgebracht, die eine Oxidation des Aluminiums verhindert. Das
Bedampfen erfolgt in speziellen Anlagen im Vakuum, man ist hier auf
kommerzielle Anbieter angewiesen.
Zum Postversand ist eine sichere Verpackung des Spiegels notwendig,
die insbesondere verhindert dass die polierte Fläche mit irgend
einem anderen Teil in Kontakt kommt. Ich habe aus Sperrholz eine
Halterung
gebastelt, die den Spiegel sicher hält und schützt. Das Holz
ist mit Klebefolie und Klebeband abgedeckt, um zu verhindern dass sich
Späne oder Staub auf der Spiegelfläche absetzen. Die konkave
Spiegelseite liegt nur ringsum an der Fase auf der planen Holzplatte
auf. Boden und Deckel des Containers werden fest
verschraubt, so dass sich der Spiegel auch bei starken
Stößen nicht verschieben kann. Das ganze Gebilde wird mit
reichlich Schaumstoff in einen
Karton gepackt.

Etwa zwei Wochen nach dem Versand kam der bedampfte Spiegel in
der gleichen Verpackung zurück. Aus der Glasscheibe war jetzt ein
richtiger Spiegel geworden, der auf seinen Einbau in den Teleskop-Tubus
wartet!
Zurück zu Polierwerkzeug und
Foucault-Tester
Zurück zu Grob- und Feinschliff
Zurück zur Startseite