 |
8 Zoll f/6 Parabolspiegel |
 |
|
8 Zoll f/6 Parabolspiegel |
|
Letztes Update: 24.05.04
Die Suche nach meinem nächsten Teleskop führte nach langen Überlegungen zu einem 8" Newton, der bei einem Öffnungsverhältnis um 1:6 ein gut transportables Instrument mit hoher Leistungsfähigkeit darstellt. Im Vordergrund steht dabei eine sehr gute optische und auch mechanische Qualität.
Ende 2003 machte ich mich auf die Suche nach Informationen zum Selbstschleifen von Spiegeloptiken, und war überrascht zu erfahren dass es mit entsprechender Ausdauer und Geduld ohne weiteres möglich ist in Handarbeit einen Hauptspiegel zu schleifen, der es in der Qualität mit jedem industriell hergestellten Spiegel aufnehmen kann.
Maßgeblich für die Entscheidung ein solches Projekt anzugehen war vor allem die Neugierde auf den Prozess, der es ermöglicht mit einfachen Mitteln eine hochpräzise optische Fläche zu fertigen.
Wenige Monate nach diesem Entschluss erreichte mich die Lieferung
von
zwei 205mm Rohlingen aus Borofloat, und entsprechendem Schleif- bzw.
Poliermaterial.
Das Schleifprojekt konnte pünktlich zu Ostern 2004 starten.

Die beiden Schott Borofloat Rohlinge im Originalzustand. Durchmesser
205mm, Dicke 25mm.
Die Herstellung des Parabolspiegels erfolgt in verschiedenen Phasen:
- Grobschliff zur Erreichung der erforderlichen Vertiefung in der
Spiegelmitte
- Feinschliff mit verschiedenen Abstufungen des Schleifmittels, zur
Glättung der Oberfläche und Annähern an eine Kugelform
- Polieren zur weiteren Oberflächenglättung und Erreichen
einer perfekten Kugelform
- Parabolisierung zum Überführen der Kugelform in einen
Rotationsparaboloiden
- Verspiegelung der Oberfläche durch Aufdampfen eines
Aluminium-Belags
im Hochvakuum
Bis auf den letzten Schritt erfolgt die Bearbeitung rein manuell, z.B. im heimischen Keller oder Wohnraum. Es sind keine besonderen Werkzeuge oder Hilfsmittel erforderlich, die man sich nicht leicht beschaffen oder selbst zusammenbasteln könnte. Mit diesen primitiven Mitteln entsteht eine Fläche mit Formfehlern von weniger als 40 Nanometer!
Das Schleifen läuft im Prinzip so ab, dass die beiden Glasscheiben mit dazwischen befindlichem Schleifmittel ständig aufeinander bewegt werden. Dabei stellt sich nach sehr vielen Schleifstrichen mit ständigem Verdrehen der Scheiben von selbst eine Kugelform ein, da nur zwei kugelförmige Flächen in beliebiger gegenseitiger Anordnung perfekt ineinander passen. Die unten liegende Scheibe wird in Richtung einer konvexen Fläche verändert, die obere wird konkav mit gleichem Krümmungsradius. Durch verschiedenartige Schleifbewegungen kann man Einfluss auf den Vorgang nehmen.
Die konkave Scheibe wird der spätere Spiegel, die konvexe
Scheibe
dient als Werkzeug und wird deshalb als Tool oder Schleifschale
bezeichnet.
Hier nun das Tagebuch zu meinem Spiegel:
Sa 10.04.04
Bau eines einfachen Balkensphärometers. Dieses dient zur Messung
der Vertiefung in der Spiegelmitte, und besteht im wesentlichen aus
einer
Messuhr die an einer Alu-Schiene befestigt wird. Die Vertiefung an der
tiefsten Stelle der Spiegelkrümmung wird als Pfeiltiefe bezeichnet
und ermöglicht während des Schleifens die Bestimmung der
aktuellen
Brennweite des Spiegels.
So 11.04.04: Beginn des Grobschliffs
Eine Arbeitsplatte mit 3 Holzklötzen zur Fixierung des Rohlings dient als Unterlage. Sie wird auf die Werkbank gespannt. Auf den Bau einer drehbaren Unterlage, wie häufig empfohlen, habe ich verzichtet. Wichtig ist eine flexible Unterlage für den Rohling, ich verwende ein entsprechend ausgeschnittenes Teppichstück.

Zunächst werden beide Rohlinge mit Hilfe eines Karborundum-Steins mit einer umlaufenden Fase versehen. Dadurch verkleinert sich die Gefahr von Abplatzern am Glasrand bei der Bearbeitung.
Zum Grobschliff verwende ich Siliziumkarbid der Korngrösse 80 ("Karbo 80"). Die angewendete Strichführung beim Grobschliff, mit großem seitlichen Versatz der beiden Scheiben (=Überhang), langen Strichen und viel Druck auf die Scheibenmitte führt im Laufe der Zeit zu einer Vertiefung in der Mitte der oberen Scheibe, dem späteren Spiegel. Gleichzeitig wird der Rand der unteren Scheibe (=Tool) verstärkt abgetragen.
Das Karbo wird in Pulverform auf das Tool aufgetragen und mit Wasser aus der Sprühflasche benetzt. Die richtige Mischung findet man schnell heraus. Nach etwa einer Minute erkennt man am nachlassenden Schleifgeräusch dass die meisten Karbokörner bereits zermahlen sind und man beschickt die Schleifschale erneut.

Der Spiegel (oben) wird mit großem seitlichen Überhang
über
das Tool (unten) geführt.
Nach 2 Stunden Schleifen zeigt sich eine Vertiefung in Spiegelmitte von 0,53mm. Die gewünschte Brennweite von 1200mm erfordert eine Pfeiltiefe von 2,1mm, es bleibt also noch einiges zu tun.
Nach etwa 7 Arbeitsstunden liegt die Pfeiltiefe bei 1,55mm.

So 18.04.04: Fortsetzung des Grobschliffs
Zuerst wird die Fase am Tool erneuert, da sie bereits nahezu weggeschliffen ist. Am Tool sind auch bereits 2 Randabplatzer entstanden.
Fortsetzung des Grobschliffs mit Karbo 80, jetzt aber mit weniger Überhang. Dadurch wird die Fläche besser kugelförmig. Ab Erreichen der Pfeiltiefe 1,90mm kein Überhang mehr, und nur noch Striche von halber Länge.
Als die gewünschte Pfeiltiefe von 2,1mm erreicht ist, mache ich einen "Test auf Sphäre". Mit wasserfestem Filzstift wird auf Spiegel und Tool ein Kreuz bis zum Rand aufgemalt. Wenn dieses Kreuz beim Schleifen gleichmäßig in der Mitte und am Rand verblasst und schließlich überall ganz verschwunden ist haben Spiegel und Tool überall guten Kontakt, und die Kurve ist annähernd sphärisch.
Der Test verläuft zufriedenstellend. Damit ist der Grobschliff
nach einer Arbeitszeit von 9 Stunden beendet. Jetzt muss alles
gründlichst
gereinigt werden, damit sich kein einziges grobes Karbokorn in die
nachfolgenden
Schleifphasen verirren und dort Kratzer verursachen kann.
So 25.04.04: Feinschliff mit Siliziumkarbid K180
Der Feinschliff erfolgt schrittweise mit den Schleifmitteln Karbo 180, Karbo 320, Aluminiumoxid 15µm und Aluminiumoxid 9µm. Von Stufe zu Stufe wird das Schleifmittel feinkörniger, und die Oberfläche damit zunehmend glatter. Es soll jeweils die Rauhigkeit der vorhergehenden Körnung ausgeschliffen werden.
Beim Feinschliff wird eine Strichführung der Länge 1/3 angewendet. Das bedeutet bei einem Spiegelradius von 100mm eine Verschiebung von Spiegel und Tool um etwa +/- 30mm. Es ist wichtig dieses Maß nur im Mittel einzuhalten, d.h. auch kürzere und längere Striche zu machen. Das begünstigt die Entstehung der Kugelform.
Die Körnung 180 habe ich mit insgesamt 38 Chargen geschliffen, über eine Zeit von ca. 5,5 Stunden. Etwa bei einem Drittel der Chargen befand sich das Tool in der oberen Position (TOT, tool on top). Durch Variation dieses Verhältnisses kann die Pfeiltiefe und damit die Brennweite noch ein wenig angepasst werden. Bei Spiegel oben (MOT, mirror on top) verkürzt sich die Brennweite, bei TOT verlängert sie sich.
Der Filzstifttest zeigt ein etwas verzögertes Verschwinden der Markierung in den Randbereichen. Das ist nicht optimal, wird sich aber bei den nachfolgenden Körnungen noch verbessern.
Die Spiegeloberfläche sieht mit einem 50mm Objektiv als Lupe
verwendet
gleichmäßig aus, es ist kein Unterschied der Glätte in
der
Mitte
bzw. am Rand zu sehen. Einzelne größere Pits verteilen sich
gleichmäßig
über den Spiegel.
So 02.05.04: Feinschliff mit Siliziumkarbid K320
Zuerst ziehe ich die Fase an Tool und Spiegel nach.
Beim K320 verläuft das Schleifen schon sehr viel geschmeidiger und vor allem leiser als bei den gröberen Körnungen. Nach 15 Chargen, davon 2/3 MOT, waren alle Spuren der letzten Körnung ausgeschliffen. Arbeitszeit ca. 3,5 Stunden.
Beim Filzstifttest verschwindet der Rand nach wie vor etwas
später
als die übrigen Bereiche, ist nach einer Charge aber komplett
weggeschliffen.
Die Oberfläche sieht mit Lupe (Objektiv 50mm)
gleichmäßig
aus,
mit vereinzelten größeren Pits.
So 09.05.04: Feinschliff mit Aluminiumoxid 15µm
Bisher erfolgten die Schleifarbeiten im Keller. Bei den nachfolgenden feinen Körnungen, und der zunehmenden Empfindlichkeit der immer glatteren Oberfläche gegen Fremdkörper verlagere ich die Aktivitäten in die Wohnung. Als stabilen Unterbau zum Schleifen und dem kraftaufwändigeren Polieren verwende ich einen selbstgebauten Schleifbock. Auch hier verzichte ich auf einen Drehteller, da ich ihn bisher noch nicht vermisst habe. Das direkte Drehen der Scheibe zwischen den Holzklötzen funktioniert recht gut.
Wichtig ist jetzt ein hohes Maß an Sauberkeit, also z.B. die
Utensilien
sehr gründlich reinigen oder durch neue ersetzen.

Das Schleifmittel Aluminiumoxid 15µm hat eine
Konsistenz
wie Mehl. Man rührt am besten eine Mischung in einer kleinen
Spritzflasche
an, aus der man dann ein paar Spritzer auf den Spiegel gibt. Ich
verteile
die Paste mit dem Finger über die ganze Fläche, damit beim
Auflegen
des Tools kein direkter Kontakt von Glas auf Glas entsteht.

Mit der Körnung 15µm schleife ich 18 Chargen von je 10 Minuten. Dabei ist etwa alle 3 Minuten die Zugabe von 1-2 Tropfen Wasser erforderlich, damit die Schleifpaste nicht verklumpt.
Der Filzstifttest zeigt jetzt eine gute Annäherung an die Sphäre, das Kreuz verschwindet gleichmäßig.

Mit der Lupe betrachtet sieht die Oberfläche seidenmatt aus,
wie
immer mit einzelnen größeren Pits. Am Rand befinden sich
aber
nicht
mehr davon als in der Mitte, daraus kann man schließen dass zur
nächsten
Körnung weiter gegangen werden kann. Im hellen Sonnenlicht
schimmern
die winzigen Punkte der Oberfläche in bunten Farben, aufgrund von
Interferenzerscheinungen.
Sa 15.05.04 Feinschliff mit Aluminiumoxid 9µm... und der Crash.
Nach abermaliger Reinigung aller Arbeitsgeräte folgt der Feinschliff mit Aluminiumoxid 9µm. Ich schleife 7 Chargen, danach sieht die Oberfläche mit der Lupe betrachtet schon sehr gleichmäßig aus, es ist fast keine Struktur mehr zu sehen.
Ich beschließe doch noch ein paar Chargen zu schleifen, um mit Sicherheit die Rauhigkeit der letzten Körnung weggeschliffen zu haben. Dann passierte es: eine Sekunde der Unaufmerksamkeit, und das Schleiftool rutscht mir aus der Hand und schlägt krachend auf dem Spiegel auf!
Nach dem ersten Schreck sehe ich mir die Bescherung an. Am Rand des Spiegels sind auf einer Länge von 6 cm einige Abplatzer. Dazu in einem Kreisbogen auf der Spiegelfläche eine Reihe von 8 Kratzern oder Kerben. Das Tool schlug offenbar auf den Rand auf, und rollte dann auf dem Spiegel ab. Am Tool ist keine Beschädigung zu sehen.

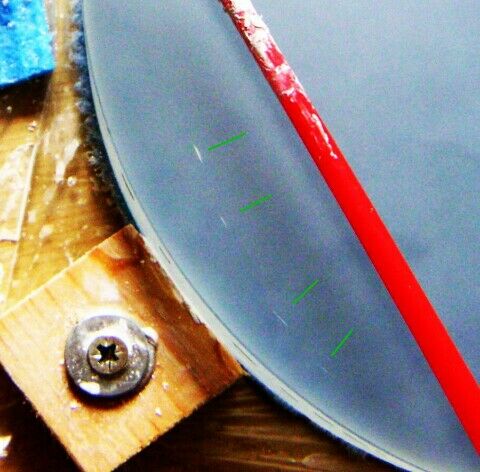
Das Foto zeigt die 4 größeren Kratzer.
Jetzt ist natürlich die große Frage wie ich mit dem Schaden umgehen soll. Ignorieren, oder versuchen mit viel Aufwand die Kratzer auszuschleifen. Auf der einen Seite sind die Kratzer vernachlässigbar was die optische Leistungfähigkeit des Spiegels angeht. Im Wesentlichen zählt hier der defekte Flächenanteil, und das wären hier weit unter 1%. Aber sie verunstalten die Fläche visuell doch ganz enorm, da sie auf einer Linie liegen. Aus 3m Abstand sind sie deutlich zu sehen, also würde man sie auch bei jedem Blick in den Tubus erkennen.
Ich komme ich zu dem Ergebnis dass ich mich später mit Sicherheit ärgern werde wenn ich nicht wenigstens versuche den Schaden zu minimieren. Also entschließe ich mich zum Ausschleifen. Das bedeutet ich muss nochmal mit Karbo 320 schleifen, und die Arbeit der letzten beiden Wochenenden war umsonst.
also: wieder Feinschliff mit K320
Es braucht 18 Chargen bis 7 der 8 Kratzer ausgeschliffen sind. Der letzte geht zu tief um noch etwas daran auszurichten. Er bleibt also drin, ist bei einer Größe von 3x0,5mm aber wirklich akzeptabel und fällt aus größerer Entfernung kaum auf.
und gleich weiter: Aluminiumoxid 15µm
Nach 6 Chargen mit dem 15µm mache ich Schluss für heute,
nach 15 Stunden am Schleifbock.
So 16.05.04: Fortsetzung Aluminiumoxid 15µm
Weiter geht's mit dem 15u, noch 13 Chargen. Dann ist die Oberfläche wieder gleichmäßig seidenmatt. Auch der Test auf Sphäre verläuft erfolgreich. Der Vergleich mit einem 0,05mm dicken Draht zeigt dass die verbleibenden größeren Pits < 20µm sind.
Damit kostete das Ausschleifen der Kratzer insgesamt 52 Chargen, mit 7 Stunden Schleifzeit bei einer gesamten Arbeitszeit von 13 Stunden. Die Abplatzer am Rand sind natürlich weiterhin vorhanden, haben aber keinen Einfluss auf die Leistungsfähigkeit des Spiegels.
Heute habe ich auch mit dem Aufbau des Foucault-Testers begonnen.
Dieser
optische Messaufbau wird benötigt um die Genauigkeit der
Spiegeloberfläche
mit einer extrem hohen Auflösung zu messen.
Do 20.05.04: Feinschliff mit Aluminiumoxid 9µm
100 Minuten Schleifzeit, bei 15 Chargen. Der Filzstifttest zeigt ein völlig gleichmäßiges Verschwinden, also ist die Sphäre mit hoher Genauigkeit erreicht. Der Spiegel reflektiert das Bild der Sonne in oranger Farbe, am Rand minimal blasser als in der Mitte. Der Reflexionswinkel kann mehr als 60° betragen, daraus lässt sich schließen dass die Oberfläche hinreichend geglättet ist.
Der Feinschliff ist damit abgeschlossen.
Weiter zu Polierwerkzeug und Foucault-Tester
Zurück zur Startseite